

















Filament Bambu Lab PA6-GF
Description
Filament Bambu Lab PA6-GF
Bambu Lab PA6-GF, cunoscut și ca nailon 6 cu fibră de sticlă, se află în fruntea materialelor plastice tehnice de înaltă performanță. Proiectat pentru a oferi rezistență excepțională, durabilitate și stabilitate dimensională. PA6-GF este, de asemenea, mai rentabil în comparație cu alte filamente tehnice de top.
Caracteristici principale
- Proiectat pentru durabilitate
- Stabilitate dimensională
- Proprietăți termice excepționale
- Rezistență chimică
- Suprafață netedă și mai multe culori
- Diametru: 1,75 mm +/- 0,03 mm
- Atenționări de utilizare
Duza de 0,2 mm nu este compatibilă
Duza din oțel inoxidabil nu este recomandată
Compatibil cu AMS
Nu este compatibil cu AMS lite
Necesită imprimante cu incintă închisă
Uscați înainte de utilizare
Culori: White, Yellow, Lime, Blue, Orange, Brown, Gray, Black
Construit pentru durabilitate
Bambu Lab PA6-GF este extrem de rezistent și durabil datorită armării cu fibre de sticlă, fiind alegerea perfectă pentru piese care trebuie să reziste la utilizare intensă și să nu se îndoaie sau rupă.
Notă: Piesa imprimată capătă o rezistență mai bună la impact după expunerea la umiditate.
Stabilitate dimensională
PA6-GF oferă o stabilitate dimensională remarcabilă datorită armării cu fibre de sticlă, reducând deformarea în comparație cu filamentele PA standard. Imprimați cu dimensiuni precise, chiar și în cele mai complexe geometrii.
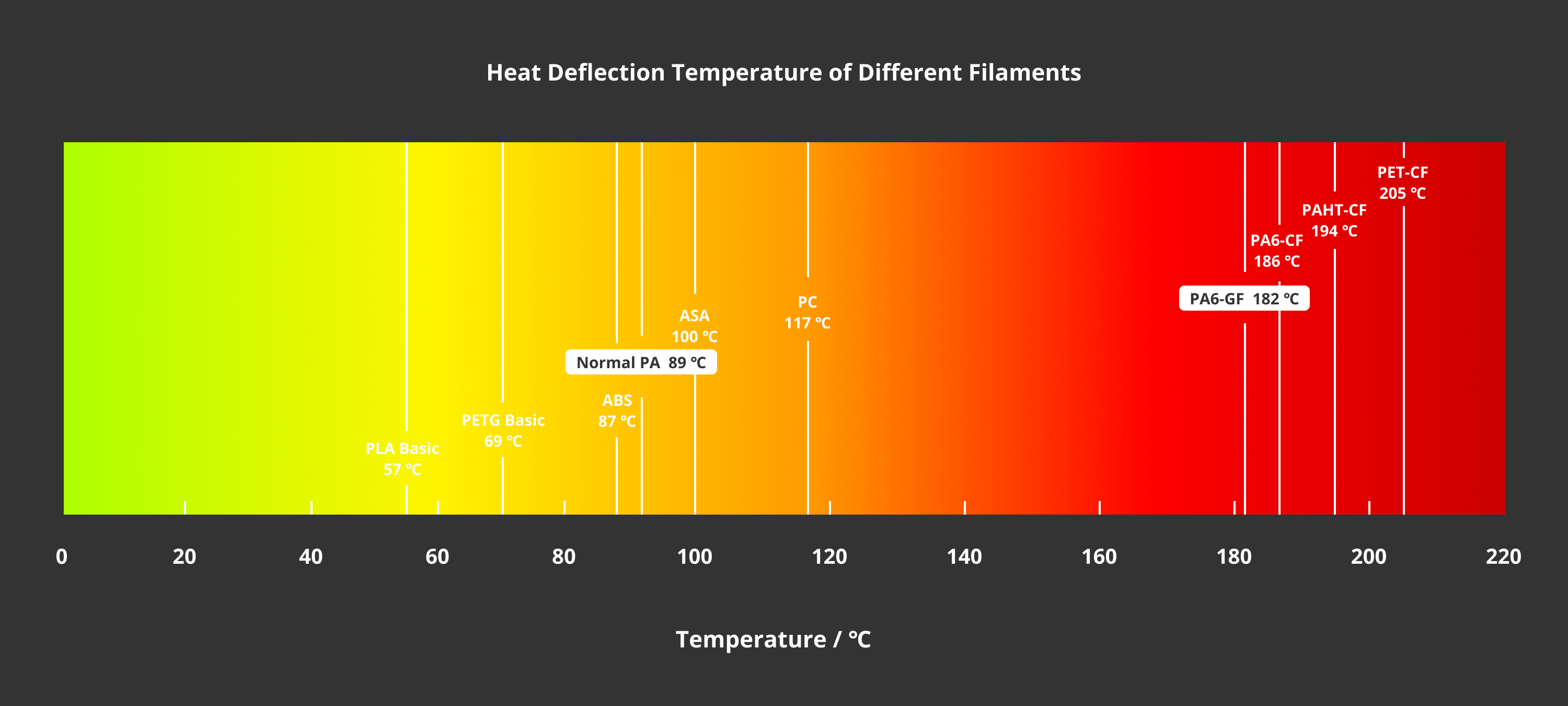
Proprietăți termice excepționale
PA6-GF are o temperatură ridicată de deformare la căldură și o stabilitate dimensională superioară, păstrându-și proprietățile mecanice chiar și la temperaturi ridicate. Este ideal pentru aplicații industriale și auto solicitante.
|
Tip filament |
PLA Basic |
ABS |
Normal PA |
PC |
PA6-GF |
PA6-CF |
|
Temperatură de deformare la căldură / ℃ (0,45 MPa) |
57 ℃ |
87 ℃ |
89 ℃ |
117 ℃ |
182 ℃ |
186 ℃ |
Rezistență chimică
PA6-GF oferă rezistență excelentă la substanțe chimice, uleiuri și multe tipuri de solvenți, asigurând performanță pe termen lung în medii solicitante.
Suprafață netedă și mai multe culori
Filamentele Bambu Lab PA6-GF sunt compatibile cu sistemul Bambu Lab AMS și pregătite pentru imprimare multicolor. Textura specială a suprafeței estompează liniile de strat, oferind o calitate netedă a suprafeței.
RFID pentru imprimare inteligentă
Toți parametrii de imprimare sunt integrați în RFID și pot fi citiți prin AMS (Automatic Material System). Încărcați și imprimați! Fără pași de setare plictisitori.
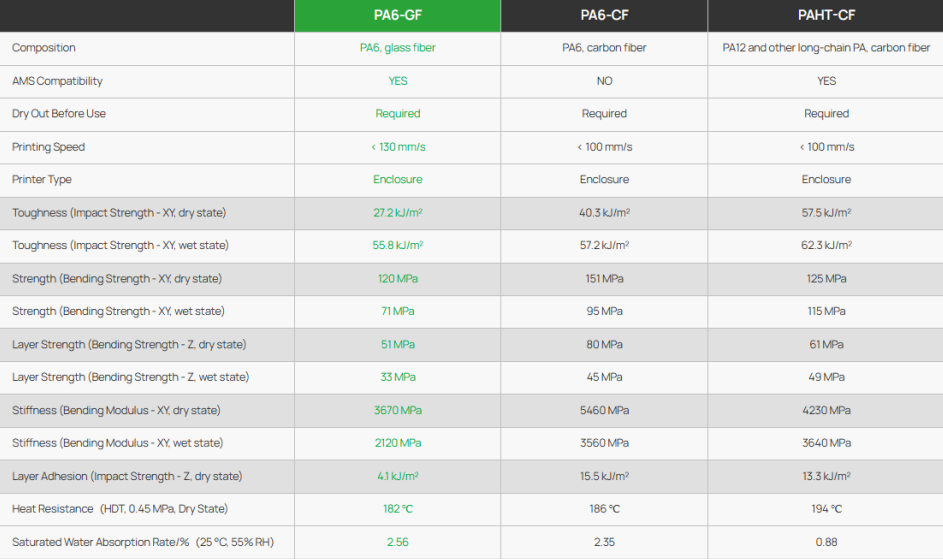
Comparație parametri
Aflați mai multe despre comparația diferitelor filamente în Bambu Lab Filament Guide.
Compatibilitate accesorii
|
|
Recomandate |
Nerecomandate |
|
Placă imprimare |
Smooth PEI Plate, Textured PEI Plate |
Cool Plate SuperTack |
|
Cap imprimare |
Hotend with Hardened Steel 0.4mm / 0.6mm (recommended) / 0.8 mm |
Hotend with Stainless Steel Nozzle All Size |
|
Adeziv |
Bambu Lab Glue Stick |
Bambu Lab Liquid Glue |
|
AMS & AMS lite |
AMS |
AMS lite |
Proprietăți fizice
|
Densitate |
1.14 g/cm³ |
|
Temperatură de înmuiere Vicat |
210 °C |
|
Temperatură de deformare termică |
182 °C |
|
Temperatură de topire |
219 °C |
|
Indice de topire |
9.0 ± 0.8 g/10 min |
Proprietăți mecanice
|
Rezistență la tracțiune |
75 ± 6 MPa |
|
Rată de alungire la rupere |
3.9 ± 0.8 % |
|
Modul de elasticitate la încovoiere |
3670 ± 140 MPa |
|
Rezistență la încovoiere |
120 ± 6 MPa |
|
Rezistență la impact |
27.2 ± 2.2 kJ/m² |
Sfaturi de imprimare
- Bambu Lab PA6-GF necesită uscare corespunzătoare înainte de imprimare: temperatura recomandată este 80 ℃ timp de 8–12 ore într-un cuptor cu ventilație sau 90–100 ℃ timp de 10–12 ore pe patul de imprimare. Nu depășiți 100 ℃ deoarece bobina se poate deforma sau chiar topi. Pentru mai multe detalii, consultați Printing tips for Engineering materials pe WIKI.
- Pentru a preveni absorbția umidității de către filament, se recomandă utilizarea unui recipient etanș cu agent de desicare în timpul imprimării. Pentru mai multe detalii, consultați Printing tips for Engineering materials pe WIKI.
- Pentru a minimiza deformarea, evitați imprimarea modelelor de dimensiuni mari cu densitate mare de umplere. Folosiți imprimante cu incintă și asigurați-vă că patul de imprimare este acoperit corespunzător cu adeziv pentru o mai bună aderență înainte de imprimare.
- Pentru rezultate mai bune și detalii suplimentare, consultați Printing tips for Engineering materials pe WIKI.
Sfaturi pentru post-procesare
- Recomandăm îndepărtarea structurilor de suport în termen de 2 ore după imprimare pentru a preveni lipirea acestora după absorbția umidității. Dacă apare lipirea, uscați modelul pentru a facilita îndepărtarea.
- Plasarea piesei imprimate într-un cuptor cu convecție setat între 80 și 130 ℃ timp de 5–12 ore poate îmbunătăți rezistența și rigiditatea imprimă Notă: Eficiența acestui proces depinde de structura, dimensiunea și condițiile modelului imprimat. Unele modele se pot deforma după recoacere. Pentru mai multe detalii, consultați Work after Printing Finished pe WIKI.
IMPORTANT!
Variantele de produs prezentate sunt cele oferite de producător, rezultate din combinația celor 3 atribute asociate produsului: diametrul, modul de prezentare și culoarea filamentului.
Dacă doriți o variantă indicată în tabel ca fiind oferită de producător, dar care nu este în stoc, contactați-ne specificând variantele și cantitățile dorite! Țineți cont că livrarea produselor astfel comandate poate dura de regulă între 10 și 30 de zile.
NOTĂ
Informațile prezentate sunt furnizate de producător, dar pot fi schimbate de acesta fără ca noi să avem posibilitatea să le actualizăm în timp real.
Pentru mai multe caracteristici și informații actualizate, consultați site-ul producătorului.
Date tehnice
Setări de imprimare recomandate
|
Setări de uscare (cuptor de uscare cu aer fierbinte) |
80 °C, 8 - 12 h |
|
Umiditatea recipientului de imprimare și păstrare |
< 20% RH (Sealed, with Desiccant) |
|
Temperatura duzei |
260 - 290 °C |
|
Temperatura patului (cu adeziv) |
80 - 100 °C |
|
Viteza de imprimare |
< 130 mm/s |
În colet
-
Einzelheiten
Empfohlene Produkte
-
 Filament Bambu Lab PA6-CF239,58 RON
Filament Bambu Lab PA6-CF239,58 RON -
Filament Bambu Lab PAHT-CF298,87 RON
-
Filament Bambu Lab PPA-CF822,80 RON


